One of 2 steels in the 5XXXX series listed by AISI that contains 1% carbon or more, for use in applications requiring high hardness. Knifemakers using this steel would be well served to study the special considerations in using hypereutectoid steels in dealing with the challenges these carbon levels pose.
Recommended Working Sequence For 52100
Forging: Heat to 2100 °F (1150 °C) maximum, and do not forge after temperature of the forging stock has dropped below approximately 1700 °F (925 °C)
Normalizing: Heat to 1625 °F (885 °C) and cool in still air.
Annealing: For a predominately spheroidized structure which is generally desired for machining, heat to 1460 °F (795 °C) and cool rapidly to 1380 °F (750 °C), then continue cooling to 1250 °F (675 °C) at a rate not exceeding 10 °F (6 °C) per hour; or as an alternative technique, heat to 1460 °F (795 °C), cool rapidly to 1275 °F (690 °C) and hold for 16 hours.
Grinding or Machining
Hardening: Austenitize from 1475°F to 1550 °F (845 °C) and quench in oil. Lower austenitizing temperatures may be used depending upon the previous thermal treatments and resulting carbide conditions. If higher temperatures result in excess carbon in solution, retained austenite can become problematic.
Tempering: As-quenched hardness as high as 66 HRC. After quenching, parts should be tempered as soon as they have uniformly reached near ambient temperature.
Polish
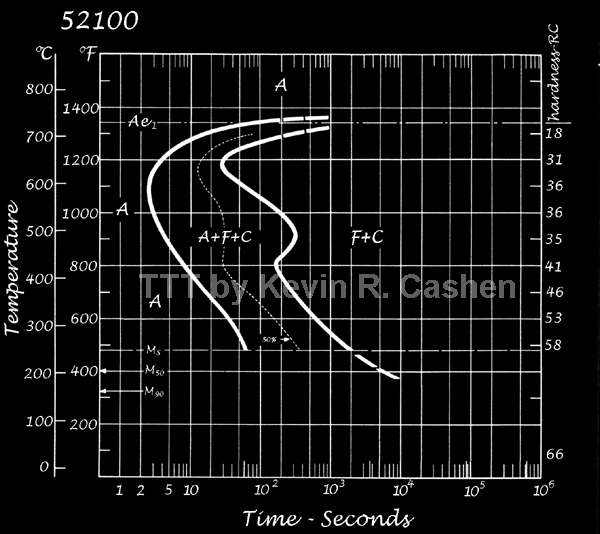
I-T / TTT diagram for 52100:
*The above information is based upon personal experience and testing along with data from ASM International, Carpenter Steel and Crucible Service Centers.