A low alloy tool steel with additions of nickel for increased toughness. Some versions include molybdenum which increases hardenability and raises tempering temperatures. L6 has very low distortion in hardening and can handle less extreme quenches.
Recommended Working Sequence For L6
Forging: Start forging at 1800 to 2000 °F (980 to 1095 °C). Stop forging at 1550 °F (845 °C)
Normalizing: Heat to 1600 °F (870 °C). Work is cooled from temperature in still air. Normalizing will result in significant hardening requiring subsequent annealing before machining.
Annealing: Atmospheric protection against decarburization or carburization is required unless all surfaces will be removed by machining before final heat treatment and use. Heat to 1400 to 1450 °F (760 to 790 °C). Use lower limit for small sections and upper limit for large sections. Holding time varies from about 1 hr for light sections and small furnace charges to about 4 hr for heavy sections and large charges. Cool slowly at a rate not faster than 40 °F (22 °C) per hour until 1000 °F (540 °C) is reached, after which faster cooling will not affect final hardness. Typical annealed hardness is 18 to 25 HRC
Grinding or Machining
Stress Relieving (Optional): Heat to 1200 to 1250 °F (650 to 675 °C) for 1 hour per inch of cross section. Cool in air.
Hardening: Austenitize at 1500 to 1550 °F (790 to 845 °C) for 10 to 30 min and quench in warm, agitated oil.
Tempering: As-quenched hardness as high as 63 HRC. Temper at 350 to 1000 °F (175 to 540 °C) for a corresponding approximate tempered hardness of 62 to 45 HRC .
Polish
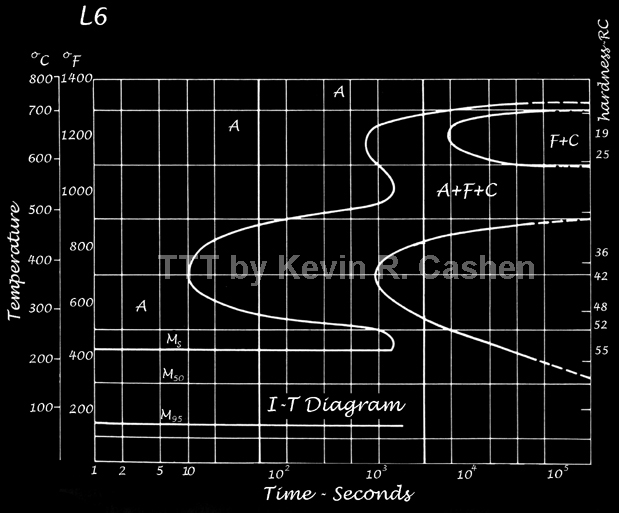
I-T / TTT diagram for L6:
The following tempering guidelines apply to L6 that has been hardened to industrial standards. Knifemakers using other methods may have to adjust the resulting hardness numbers downward for the same temperatures.
| Tempering Temperature | Rockwell
Hardness |
||
| oC | oF | HRC | |
| 149 | 300 | 63 | |
| 177 | 350 | 62-63 | |
| 204 | 400 | 60-61 | |
| 232 | 450 | 58-59 | |
| 260 | 500 | 56-57 | |
| 288 | 550 | 55-56 | |
| 316 | 600 | 54 | |
| 343 | 650 | 53 | |
*The above information is based upon personal experience and testing along with data from ASM International, Carpenter Steel and Crucible Service Centers.