Considered a high-carbon alloy steel used for applications where toughness and deeper hardening is desired, such as springs. As-quenched hardness of 58 to 63 HRC is considered normal.
Recommended Working Sequence For 5160
Forging: Heat to 2200 °F (1205 °C) maximum, and do not forge after forging stock has dropped below approximately 1600 °F (870 °C)
Normalizing: Heat to 1600 °F (870 °C) and cool in still air.
Annealing: For a predominately pearlitic structure, heat to 1525 °F (830 °C), then cool rapidly to 1300 °F (705 °C), then cool to 1200 °F (650 °C) at a rate not exceeding 20 °F (11 °C) per hour; or heat to 1525 °F (830 °C), cool rapidly to 1250 °F (675 °C), and hold for 6 hr. For a predominately spheroidized structure, heat to 1380 °F (750 °C), cool rapidly to 1300 °F (705 °C), then cool to 1200 °F (650 °C) at a rate not exceeding 10 °F (6 °C) per hour; or heat to 1380 °F (750 °C), cool rapidly to 1250 °F (675 °C), and hold for 10 hr.
Grinding or Machining
Hardening: Austenitize at 1525 °F (830 °C) and quench in oil.
Tempering: As-quenched hardness as high as 63 HRC. After quenching, reheat to the temperature required to provide the desired hardness.
Polish
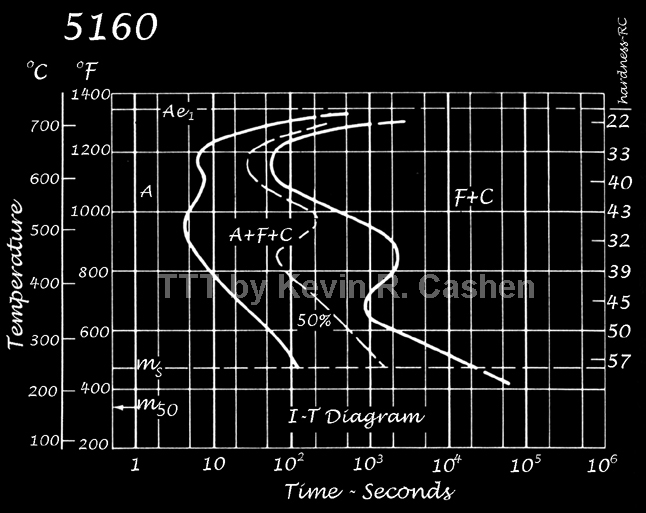
I-T / TTT diagram for 5160:
*The above information is based upon personal experience and testing along with data from ASM International, Carpenter Steel and Crucible Service Centers.