1080 has a slightly higher manganese content than other 10XX carbon steels before it allowing it greater hardenability. It is a very simple steel making it one of the most forgiving for beginners. It has a wide margin of error in heating operations and is very easy to work. In normalizing and annealing operations it will form nearly complete pearlite which will return quickly to solution on heating.
Recommended Working Sequence For 1080
Forging: Heat to 2150 °F (1175 °C). Do not forge below 1500 °F (815 °C)
Normalizing: Heat to 1600 °F (870 °C). Cool in still air. Follow up with other refinement cycles.
Annealing: Heat to 1500 °F (815 °C). Furnace cool to 1200 °F (650 °C) at a rate not exceeding 50 °F (28 °C) per hour.
Grinding or Machining
Hardening: Austenitize- Heat no higher than 1500 °F (815 °C). In thicker sections can be quenched in water or brine with extreme care but can also be oil quenched in sections under 1/4 in. (6.35 mm) thick as the preferred method.
Tempering: As-quenched hardness of approximately 65 HRC. Hardness can be adjusted downward by proper tempering
Polish
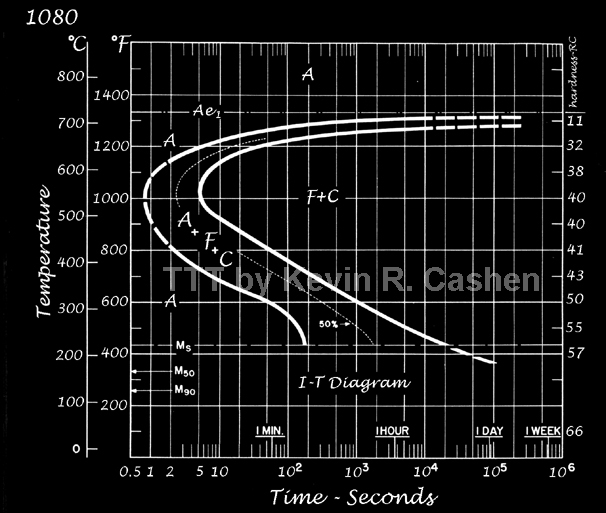
I-T / TTT diagram for 1080:
The following tempering guidelines apply to 1080 that has been hardened to industrial standards. Knifemakers using other methods will have to adjust the resulting hardness numbers downward for the same temperatures.
Tempering Temperature Rockwell
Hardness
°C °F HRC
149 300 65
177 350 63-64
204 400 60-61
232 450 57-58
260 500 55-56
288 550 53-54